
Заштитна цевка со термички смалување

Апликација
1.Се користи за среден напон до 36kV
2.Заштита од влага и притисок
3.Соодветно за завршување на кабелот и средно поврзувачка изолација за заштита
Карактеристика
1.Лепилото со топла топење обезбедува подобра водоотпорност
Тип на облога: филмски слој
2.Одлична отпорност на корозија
3. Отпорност на УВ и атмосферски влијанија
4. Без халогени
5.Супериорни електрични и механички својства
6. Сооднос на собирање 3:1
6.Среден ѕид
Карактеристика
1. Пожелно е функцијата на електричниот апарат
2.Сигурна изолација
3.Супериорно херметичко запечатување
4.Одличен отпорен на топлина/ладно, водоотпорен, против стареење,
5. Широко се користи во областа на електрична енергија, електронска, нафта, хемиски инженеринг, градежништво и комуникација
Производството на цевки што се собираат топлина мора прво да ја избере соодветната главна серија, а потоа да ги избере помошните материјали за производство на специфични
Термичко куќиште.
1. Процесот на производство на цевката што се собира со топлина е прво производство на главна серија од полиенски пијавици: комбинирање на различни основни материјали од полиенска пијавица со разни функционални помошни материјали
Материјалите се мерат според односот на формулата и потоа се мешаат: измешаните материјали се ставаат во екструдер со две завртки и се пелетизираат за да се добие функционална главна серија од полиенска пијавица.
2. Процес на обликување на производот: според обликот на производот, може да се користат два методи на истиснување со една завртка и обликување со инјектирање.
За преработка и производство:
1. Тип на истиснување со единечна завртка: главно се користи за истиснување на цевки за ладилник, како што се цевки со еден ѕид што се собираат топлина, цевки со двоен ѕид што се собираат топлина со лепак и средна дебелина
Ѕидни цевки за ладилник, цевки за ладилник со шина со висок притисок, цевки што се собираат на висока температура и други производи, сите се обработуваат и формираат со истиснување со еден шраф.
Линијата за производство на цевки што се собираат со топлина треба да ја има следната опрема: екструдер (формирање на цевка за ладилник), производствен калап, резервоар за вода за ладење, уред за затегнување и
Уред за диск, итн.
2. Калапи со вбризгување: главно се користи за производство на делови со специјална форма што се собираат топлина, како што се капачиња за ладилници, здолништа за чадор што се собираат топлина, креветчиња за прсти што се собираат топлина и други производи
Сите тие користат калапи за инјектирање, а производната опрема треба да вклучува машини за шприц и калапи за вбризгување.
3. Следниот важен чекор е вкрстено поврзување со зрачење.Производите формирани со истиснување или обликување со инјектирање се сè уште линеарни молекуларни структури.
Структура, производот сè уште нема „мемориска функција“, а перформансите на отпорност на температура, отпорност на стареење и отпорност на абење не се доволни.
Променете ја молекуларната структура на производот.Методот што вообичаено го користиме е модификација на вкрстено поврзување на зрачење: вкрстено поврзување на зрачењето со електронски забрзувач, зрачење од извор на кобалт
Вкрстено поврзување, хемиско вкрстено поврзување со пероксид, во тоа време молекулата се менува од линеарна молекуларна структура во мрежна структура.Поминуваат екструдирани производи
По вкрстено поврзување, има „мемориски ефект“, што во голема мера ја подобрува температурната отпорност, механичките својства и хемиските својства на цевката што се собира со топлина.Специфичната табела
Сега цевката за ладилник се промени од состојба на толеранција на некомпатибилна, отпорност на стареење, отпорност на триење и отпорност на хемиска корозија.
4. Експанзивно обликување: Производот модифициран со вкрстено поврзување со зрачење веќе има „ефект на меморија на обликот“ и има висока
Перформанси што не се топат под температура.По загревање на висока температура, дување со правосмукалка и ладење, таа станува завршена термособивачка цевка, а потоа според цевката
Фактичката состојба на пакувањето и затворањето на готовиот производ исто така може да се исече и испечати според потребите на клиентите.Достапно е и неутрално нормално пакување.
Изведба
| Тест | Тест метод | Услов |
| Работна температура | UL 224 | -50 до +125 ℃ |
| Јачина на истегнување | ASTM D 2671 | ≥14 Mpa |
| Издолжување при прекин | ASTM D 2671 | > 400% |
| Издолжување на пауза по топлотно стареење | ASTM D 2671 158℃/168 часа | ≥300% |
| Надолжно собирање | UL 224 | 0±5% |
| Делумна стапка на ѕид | ASTM D 2671 | <30% |
| Отпорност на пламен | VW-1 | Поминете |
| Отпорност на волуменот | IEC 93 | > 1014Ω.м |
| Стабилност на бакар | UL224 | Поминете |
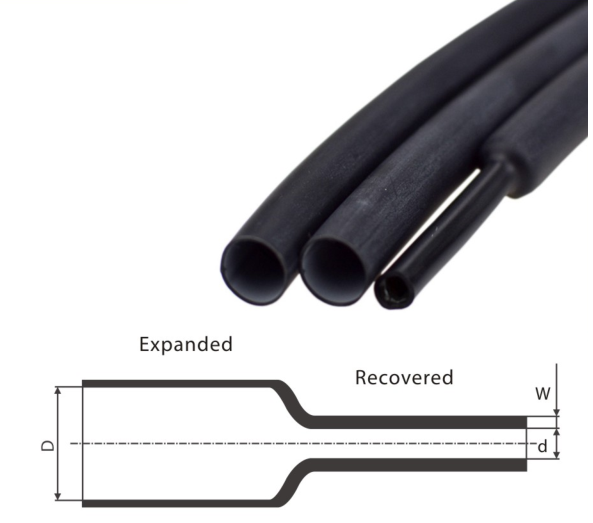
| Тип | Опсег на дијаметар на апликација (мм) | Проширено (мм) | Обновен (мм) | |
| D (мин.) | d (макс) | Ш (мин.) | ||
| HTG-50/18 | 17-35 | 50 | 18 | 2.2 |
| HTG-66/20 | 21-45 | 66 | 20 | 2.2 |
| HTG-70/25 | 24-52 | 70 | 25 | 2.2 |
| HTG-90/30 | 32-66 | 90 | 30 | 2.5 |
| HTG-105/35 | 32-66 | 105 | 35 | 2.5 |
| HTG-120/40 | 38-80 | 120 | 40 | 2.5 |
| HTG-135/45 | 45-98 | 135 | 35 | 2.5 |
| HTG-150/50 | 55-112 | 150 | 50 | 3 |
 П: ДАЛИ МОЖЕТЕ ДА НИ ПОМОГНЕТЕ ДА ГО ИМПРОТИРАМЕ И ИЗвезуваме?
П: ДАЛИ МОЖЕТЕ ДА НИ ПОМОГНЕТЕ ДА ГО ИМПРОТИРАМЕ И ИЗвезуваме?
A:Ќе имаме професионален тим кој ќе ви служи.
П: КОИ СЕ СЕРТИФИКАТИТЕ ИМАТЕ ВИЕ?
A: Имаме сертификати за ISO, CE, BV, SGS.
П: КОЈ Е ВАШИОТ ГАРАНТЕН ПЕРИОД?
A: 1 година воопшто.
П: ДАЛИ МОЖЕТЕ ДА ДАВАТЕ ОЕМ УСЛУГА?
A:Да ние можеме.
П: ШТО ВОДИ ВРЕМЕ?
A:Нашите стандардни модели се на залиха, што се однесува до големите нарачки, потребни се околу 15 дена.
П: ДАЛИ МОЖЕТЕ ДА ОБЕЗБЕДИТЕ БЕСПЛАТНИ ПРИМЕРОЦИ?
A: Да, ве молиме контактирајте со нас за да ја знаете политиката за примерок.





